


Transform the manufacturing supply chain with Multi-Echelon inventory optimization
Imagine a worker sitting in a convenience store, reading a book, at 3:00 AM without having seen a customer in hours. Paying for the labor of having someone lounging around, on the off chance that a customer needs a soda, is wasteful and inefficient. This store is sacrificing resources to maximize customer satisfaction and sales – but without a payoff.
On a much larger scale, manufacturers forfeit working capital to keep enormous amounts of inventory on hand to help satisfy their customers when they need finished products, parts, or services. And the cost of producing, moving, and maintaining this inventory, from factories to distribution centers, wholesalers, and more, is much greater than staffing a single employee through the night. Clearly a better approach is needed.
Successfully managing inventory is increasingly difficult
Many manufacturers’ supply chains struggle to face the modern challenges of volatile demand, globalization, and increasingly personalized, differentiated, and complex products. Inventory planners and supply chain managers are constantly battling to balance maintaining desired customer service levels while keeping inventories in check. Rough approximations, gut instinct, and one-size-fits-all logic are falling far short of effective inventory management, leading to stock-outs, customer service issues, and missed opportunities when they fail to work for slow-moving items.
The increasing desire from consumers for customized and complex products has led to far more unique stock keeping units (SKUs), adding to the challenge of modern inventory management. This expansion of SKU levels has also triggered a rise in long tail demand: with manufacturers seeing more sales coming from a larger number of niche products, instead of a narrower product offering.
Simpler inventory segmentation approaches generally group these SKUs into arbitrary categories and then apply a one-size-fits-all logic. Unfortunately, this approach does not adequately account for variations in ordering practices and often leads to poor recommendations. For example, a system may look at a sales pattern of one order of four tires every four months and see an average forecast of just one tire per month, thereby recommending keeping just one tire in stock. But this does not account for the fact that typically customers replace all four tires at once!
Demand volatility is not the only modern challenge for manufacturers. The globalization of manufacturing has led to long, complex supply chains1 requiring organizations to interact with vastly more raw materials suppliers, distribution centers, and other partners than ever before. Additional echelons increase the difficulty of maintaining an agile and efficient supply chain that effectively reacts to fluctuating demand. Additionally, each individual player in the supply chain often optimizes inventory independently from the other echelons. This leads to the “bullwhip” effect, where upstream businesses overemphasize downstream demand predictions – that can lead to drastic overestimations of true customer demand.
It’s safe to say that new manufacturing challenges require a modern approach to inventory optimization.
Automated, intelligent inventory optimization increases service levels and decreases costs
The main goal of an inventory optimization solution is to provide customers with the right product, at the right location, at the right time. A business can accomplish this lofty objective by maintaining excessive inventory levels to ensure they never run out of stock, even in peak demand. This approach, however, consumes an organization’s working capital, is exceedingly expensive, and would cripple a manufacturer’s ability to compete in an increasingly globalized, tight-margin marketplace. It also won’t work with goods that are perishable or that can become obsolete.
Manufacturers need an intelligent inventory optimization solution that automatically adjusts inventory levels to accurately meet changing customer demands, thereby improving service levels, freeing up working capital, increasing inventory turnover, and decreasing operational costs.
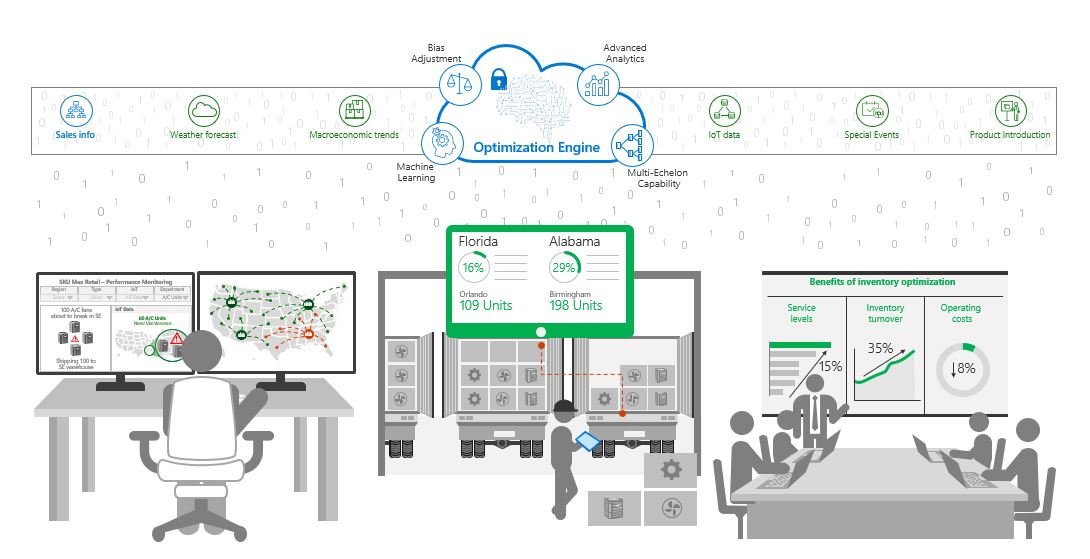
ToolsGroup’s Multi-Echelon Inventory Optimization enables manufacturers to use their existing sales data to dramatically increase service levels and decrease costs. Unlike traditional inventory optimization solutions which use gross approximations to predict demand, ToolsGroup utilizes proprietary algorithms to optimize inventory and customer service levels even for slow-moving “long tail” items. Additionally, the ToolsGroup solution manages even the most complex supply chains effectively, across multiple production and logistical echelons. Plus, Multi-Echelon Inventory Optimization is a future-focused solution that can further optimize the supply chain with IoT, weather forecast, and macroeconomic trend data.
ToolsGroup’s vast expertise has led to Nucleus Research identifying them as the industry standard in inventory optimization solutions. The Multi-Echelon Inventory Optimization solution provides a large return on investment for a low total cost of ownership and management. For example, a major provider of climate control solutions improved service levels by 16% while simultaneously increasing inventory turns by 25%. ToolsGroup customers in more than 40 countries have achieved results like 99+% service levels.
Try the solution today
ToolsGroup’s Multi-Echelon Inventory Optimization solution, built on Microsoft Cloud technology, is transforming manufacturing operations today. To learn more about how ToolsGroup can help you increase service levels and free up working capital in your business, try the demo on Microsoft AppSource.


