


Connecting with your smart factory is simpler than you think
To achieve the Factory of the Future, manufacturers must transform their operations using the latest technology. Digitizing production is fundamental to this transformation, and for most manufacturers real-time visibility into production is the place to start.
This transformation is already underway for first movers—56% of manufacturers have invested over $100 million towards smart factories.[1] But despite these investments, only 7% of manufacturers have achieved real-time monitoring across their manufacturing process.[2]
Clearly there are real barriers to achieving this level of visibility into your production, but with the right technology it doesn’t have to be hard. Look for a solution that enables you to experiment with simulated data, connect equipment without disruption, protect your data, and empower employees with near-real-time visibility.
Your solution should enable you to experiment with simulated data
Connecting your factory is not one-size-fits-all. Every manufacturer must determine for themselves what types of data to collect and from where. Finding the right place to get started should be guided by an evaluation of your current equipment and business processes, and your business objectives.
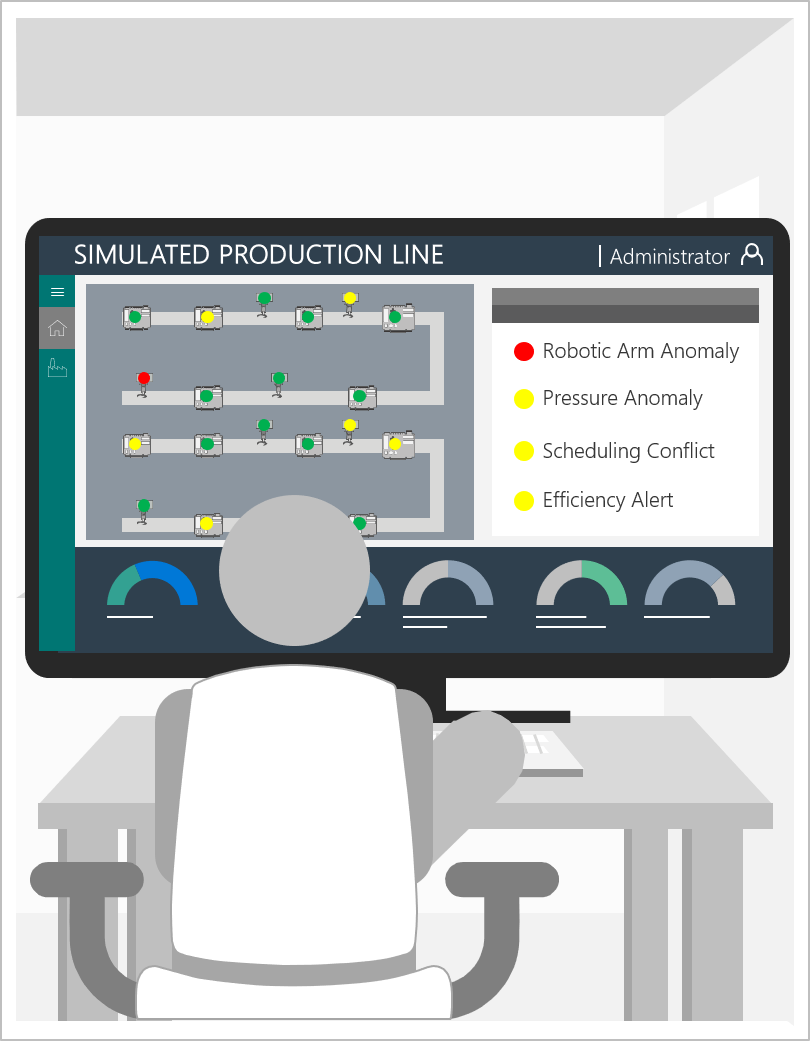
The good news is you don’t have to determine a precisely optimal starting point or an all-encompassing project scope up front. If you find a solution that offers simulated data, you can explore your options in a low-risk environment. Seeing dashboards with simulated data from a realistic assembly line enables you to understand what data you could collect and envision how near-real-time visibility could transform your operations. That way you can refine your objectives and tactics before committing to connecting your equipment.
Your solution should facilitate connection without disruption
Once you’ve identified the types of data you want to collect and which lines or sites you want to collect data from, the same technology solution used for simulation should also offer a path for connecting your own equipment and processing the data that the equipment generates.
Most manufacturers have heterogeneous manufacturing sites that consist of both newer, cloud-enabled equipment, and legacy equipment that doesn’t have sensor capabilities built in. Any market-ready solution should enable you to connect to your existing equipment with the simple connection of existing sensors. At a basic level, connecting involves interfacing your equipment to an edge gateway device that consolidates data across machines. Then connect the gateway to the cloud to provide visibility into that data.
The right solution enables you to connect without disrupting production. And it should also enable you to connect individual pieces of equipment at your own pace, with no need to connect everything at once. Want to experiment by connecting one machine now, and the entire assembly line starting next week? You should have the flexibility to do that. Want to connect everything quickly and start getting insights as soon as possible? Your technology shouldn’t slow you down.
Your solution should protect your data
It’s natural to be concerned about the security of your data. You should leverage a solution that operates using a secure standard.
Consider OPC Unified Architecture (UA) as a solution. The German Federal Office for Information Security verified that OPC UA was “designed with a focus on security.”[3] OPC UA enables highly secure communication when all settings are correctly configured. With the right solution, OPC UA components should be activated by default and you should have the capability to integrate certificate management via Global Discovery Server.
Your solution should empower employees with near-real-time visibility
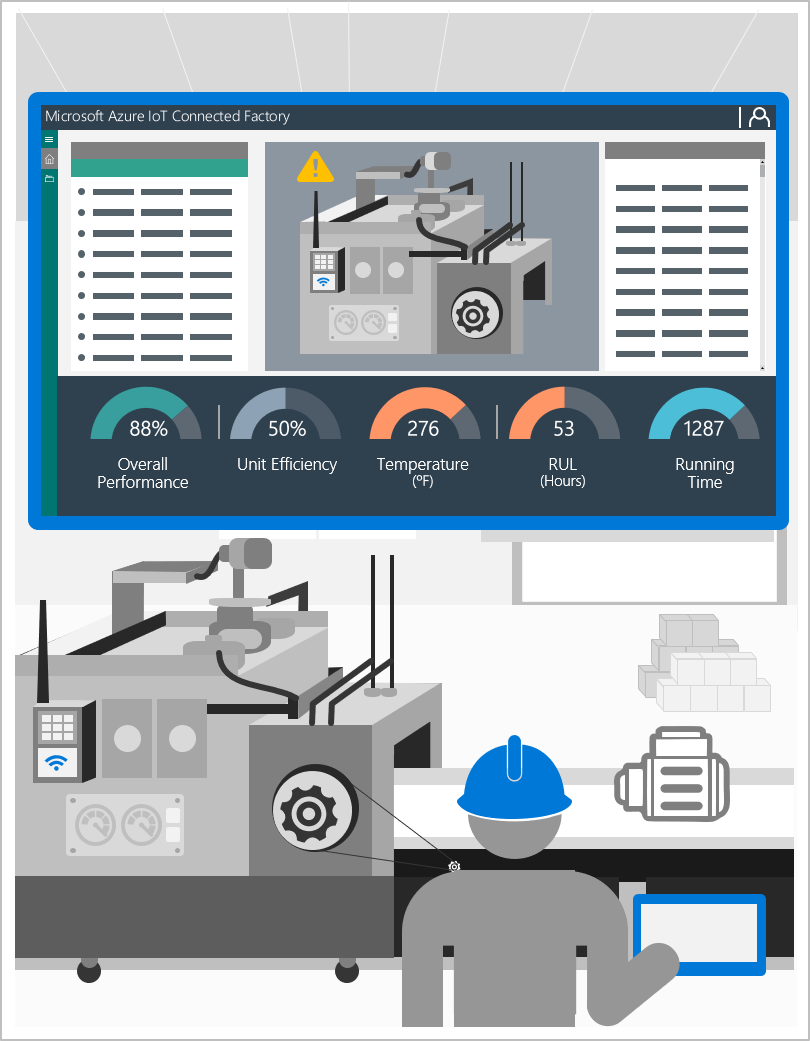
The right solution doesn’t just help you collect and protect data, it also makes sure that data is legible to your employees. Intuitive dashboards with easy-to-glean data visualizations empower your employees to act on data from your equipment. Your employees can detect anomalies earlier and respond quickly with adjustments or repairs before production is affected. Data from your equipment drives improved utilization, reduced waste, targeted cost savings, improved quality, and more.
Get started today
Your journey to the factory of the future takes place one step at a time. You can get started with Microsoft’s Azure IoT Connected Factory solution accelerator, which enables you to do all of this, and more, at your own pace. Crucially, only Microsoft offers certificate management via a Global Discovery Server on a global scale to protect your data.
With the visibility provided by Microsoft Azure IoT Connected Factory, you can leverage real operating data to make informed decisions as you continue your journey to the factory of the future.
To learn more about Microsoft Azure IoT Connected Factory, check out our solution demo, or contact us today to discuss what Microsoft Azure IoT Connected Factory could look like for your business.
[1] Capgemini, Smart Factories: How can manufacturers realize the potential of digital industrial revolution, 2017, https://www.capgemini.com/resource-file-access/resource/pdf/smart_factories-how_can_manufacturers_realize_the_potential_of_digital_industrial_revolution.pdf
[2] Zebra, 2017 Manufacturing Vision Study, http://online.zebra.com/mfgvisionstudy
[3] http://opcconnect.opcfoundation.org/2016/06/bsi-security-check/


